





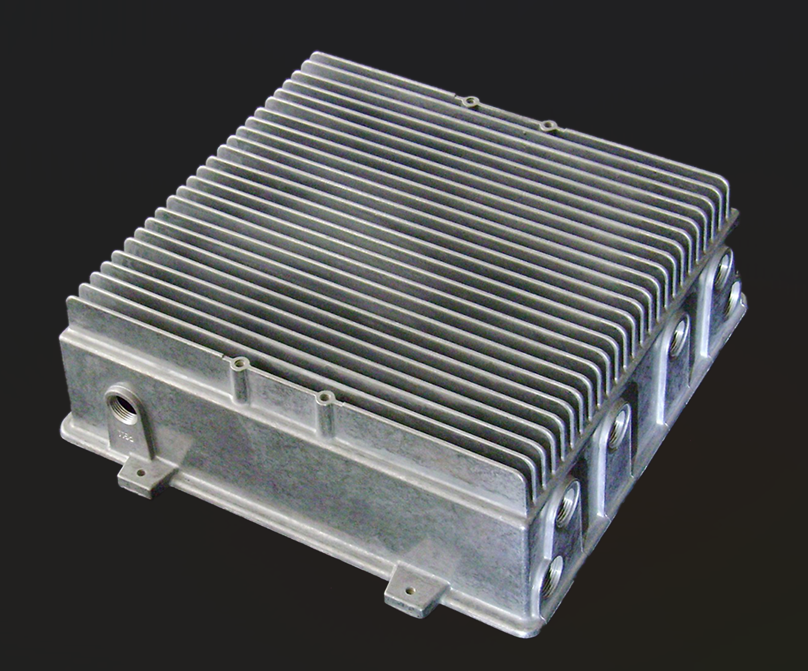
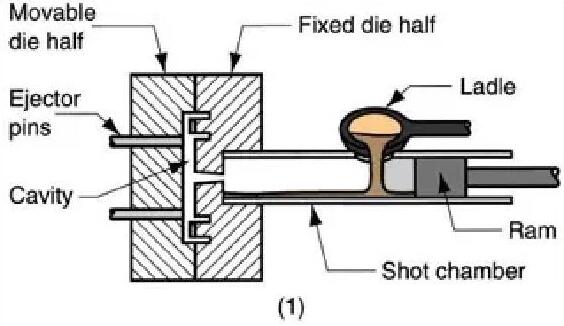
Литий радіатор KINGRUN використовує процес лиття під тиском у холодній камері, який використовує басейн розплавленого металу для подачі у форму. Пневматичний або гідравлічний поршень притискає розплавлений метал у форму.Литі радіатори KINGRUNв основному виготовляються з використанням алюмінієвих сплавів A356, A380, ADC14).
У процесі виготовлення литого радіатора для лиття під тиском потрібні дві половини матриці. Одна половина називається «кришкою матриці», а інша — «ежектором». На місці з'єднання двох половин матриці створюється лінія розділу. Матрица сконструйована таким чином, щоб готова виливок зісковзувала з кришки матриці та залишалася в ежекторі під час її відкриття. Ежектор містить ежекторні штифти, які виштовхують виливок з ежектора. Щоб запобігти пошкодженню виливка, пластина ежекторних штифтів точно виштовхує всі штифти з ежектора одночасно та з однаковою силою. Пластина ежекторних штифтів також втягує штифти після викидання виливка, готуючись до наступного пострілу.
Галузь застосування радіатора
Литі під тиском радіатори є економічно ефективним варіантом для великосерійного виробництва, чутливого до ваги та потребуючого високої якості поверхні або складної геометрії, яку неможливо досягти за допомогою альтернативних методів виробництва радіаторів. Литі під тиском радіатори виготовляються майже у формі готового продукту, потребують мало або взагалі не потребують додаткового складання чи обробки, і можуть мати різну складність. Литі під тиском радіатори популярні вАвтомобільна промисловістьі5G-телекомунікаціїринки через їхні унікальні вимоги до форми та ваги, а також потреби у великих обсягах виробництва.
Процес лиття радіатора під тиском
Нижче наведено типові кроки процесу лиття під тиском KINGRUN:
• Створення форми/форми для штампу
• Змастіть штамп
• Заповніть форму розплавленим металом
• Викидання з кришки половини матриці
• Витрушування з половини ежекторної матриці
• Обрізка та подальше шліфування зайвого матеріалу
• Порошкове покриття, фарбування або анодування литого під тиском радіатора
Час публікації: 15 червня 2023 р.




